

|
|
|
Главная страница Волноводы миллиметрового диапазона собой болтами или струбцинами. Высокие требования к электрическим параметрам соединений обусловливают жесткие требования к точности выполнения контактных фланцев: перпендикулярности поверхности фланца к оси волновода, плоскостности контактной поверхности, ее качеству и точности расположения базирующих элементов. При проектировании контактных соединителей необходимо выбирать материалы и покрытия прилегающих друг к другу поверхностей с минимальной разностью электродных потенциалов так, чтобы не образовывалось гальванических пар и, как следствие, не появлялась коррозия. Например, по ОСТ4.ГО.206.013 для покрытия контактных поверхностей латунных фланцев предусматривается многослойное серебрение с подслоем меди, а для случая стыковки латуни с алюминием рекомендуется кадмирование [16]. В настоящее время на практике широко применяются плоские фланцы с упругими контактными прокладками (рис. 6.9,6). Прокладки выполняются из материала, обладающего хорошими пружинящими свойствами (например, из листовой бронзы БрБ2М. ГОСТ 1789-60 толщиной 0,12-0,25 мм в зависимости от сечения волновода). Прокладка имеет лепестки по внутреннему периметру поперечного сечения волновода, которые либо разведены в противоположные стороны, либо слегка скручены вокруг оси так, что при соединении фланцев между стенками волновода образуется надежный электрический контакт. Для повышения механической надежности разрезы между лепестками заканчиваются круглыми отверстиями, снижающими концентрацию механических напряжений в углах разрезов. Общая длина разреза должна быть не меньше четверти длины волны. Прокладка строго фиксируется относительно канала волновода с помощью штифтов или установочных болтов. С целью повышения герметичности соединения применяют уплотняющую резиновую прокладку в виде кольца, уложенную в специальную канавку на фланце. В качестве материала для герметизирующих прокладок используется резина типа ИРП-1267МРТУ 38-5-6074-67 или резиновая смесь ИР.П-1354-ТУ 38-103-109-72. Технические требования к герметизирующим прокладкам оговариваются в специальной нормативной документации [117]. Технологический процесс изготовления фланцевого контактного соединения производится в следующем порядке [18]: резка листового материала на заготовки требуемого размера, рихтовка их в Штампе до требуемой плоскостности, фрезеровка или вырубка в штампе окна в заготовке, повторная рихтовка заготовки, калибровка окна в фланце протягиванием, соединение фланца с волноводом методом пайки, сварки либо склеивания, фрезерование или растачивание канавок под уплотнение, обработка контактной поверхности фланца, сверление по кондуктору .крепежных отверстий. Контактные фланцы, сконструированные в соответствии со стандартом на волноводы, обеспечивают во всем рабочем диапа- зоне волновода электрические параметры, приведенные в табл. 6.1. Для характеристики электрической прочности элементов и узлов СВЧ пользуются величиной относительной мощности Рлр, равной отношению пробивной мощности устройства Рпр.устр к пробивной мощности регулярного волновода jPnp.per [18]: пр =пр.устр/пр.рег- (6.8) Для контактных фланцев, в зависимости от частотного диапазона, как видно из табл. 6.1, величина Рпр меняется от 20 до 75%. Таблица 6.1 Электрические параметры некоторых фланцевых контактных соединений с контактными прокладками
Преимуществом контактных фланцевых соединений является возможность их использования без частотных ограничений. Однако контактные соединения обладают рядом недостатков. Качество контакта значительно ухудшается при деформации фланца от многократных соединений, при окислении, вибрации, передаче большой мощности и т. д. Дроссельное соединение. Дроссельные фланцы, свободные в значительной степени от вышеуказанных недостатков, используются в СВЧ схемах, узлы которых часто подвергаются разборке, в подвижных и вращающихся соединениях и др. В дроссельном соединении (рис. 6.10) используются два фланца, один из которых плоский /, а другой - дроссельный 2, имеющий в торцовой части выборку Д и кольцевую канавку глубиной ii приблизительно в четверть длины волны в свободном пространстве. Радиальное расстояние между канавкой и серединой широкой стенки прямоугольного волновода I2 также равно примерно четверти длины волны. Таким образом, надежный электрический контакт осуществляется с помощью последовательно включенной в основной тракт дополнительной короткозамкнутой полуволновой линии - дросселя. Отрезки четвертьволновых линий, образующих дроссель, различны по типу. Это четвертьволновая коаксиаль- ная линия (дроссельная канавка) и четвертьволновая радиальная линия (зазор между плоскостями стыкуемых фланцев). Распределение токов и напряжений в дроссельном соединении показано на рис. 6.11. Через Rk обозначено сопротивление контакта, имеющееся в месте механического соединения двух фланцев, там, где 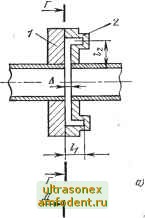  Рис. 6.10. Дройсельные волноводные фланцы: -с кольцевой канавкой; 6-с секторной канавкой находится узел тока. При этом несовершенство контакта мало влияет на качество соединения. Вместе с тем просачивание высокочастотной энергии будет минимальным, так как на сопротивлении 7?к выделяется очень малая мощность. Электрический контакт осуществляется в точках А, А, где находится пучность тока, так как входное сопротивление замкнутой на конце полуволновой линии равно нулю, что и требуется для обеспечения контакта между соединяемыми волноводами. При необходимости увеличить механическую прочность дроссельного фланца применяется секторная канавка (рис. 6.11,6), также обеспечивающая надежный электрический контакт в середине широкой стенки волновода. Герметизация дроссельных соединений достигается с помощью уплотнительных резиновых, прокладок, которые укладываются в
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2000 - 2026 ULTRASONEX-AMFODENT.RU.
Копирование материалов разрешено исключительно при условии цититирования. |