

|
|
|
Главная страница Волноводы миллиметрового диапазона водят в фалец, зачищая перед обжатием контактные поверхности (рис. 11.35). В разъемных соединениях для повышения эффективности экранирования аппаратуры следует применять электромагнитные уплотняющие прокладки, которые должны обеспечивать непрерывность соединения для того, чтобы исключить образование щелей [54]. В связи с этим необходимое давление соединяемых деталей определяется из условия создания низкоомного стабильного контактного сопротивления с учетом шероховатости сопрягаемых поверхностей, возможности образования на них окисных пленок и упругости прокладки. Известны следующие конструкции электромагнитных уплотняющих прокладок: плетеные проволочные; из диэлектрика, армированного проволокой; из проводящей пластмассы и эластомеров; гребенчатые. Плетеные проволочные прокладки являются наиболее распространенным типом электромагнитных уплотнителей и, как оплетка коаксиальных кабелей и экранированных проводов, изготавливаются из тонкой металлической проволоки (монель, алюминий, посеребренная латунь, луженая омедненная сталь и т. д.). Они могут выпускаться в виде лент прямоугольного и круглого сечения (рис. 11.36,а), а также в виде самостоятельных прокладок различного типоразмера (рис. 11.36,6). Плетеные прокладки могут быть пустотелыми (рис. 11.36, а, б), заполненными для повышения гибкости эластомером (резина, неопрен, силикон) (рис. 11.36,е) или иметь металлическую основу (рис. 11.36,г). 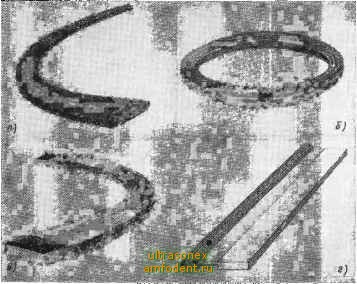 Рис. 11.36. Плетеные проволочные уплотняющие прокладкн Усложненные конструкции плетеных прокладок позволяют реализовать дополнительные требования, связанные с обеспечением пылевлагозащиты, герметизации от перепадов давления или повышением жесткости соединения. Прокладки из диэлектрика, армированного монелевой или алюминиевой проволокой, а также из проводящей пластмассы и эластомеров могут выпускаться в виде полос (рис. 11.37, а) и отдельных конструкций (рис. 11.37, б-г). Применение рассматриваемых прокладок обеспечивает как электромагнитное уплотнение, так и герметизацию от перепадов давления. 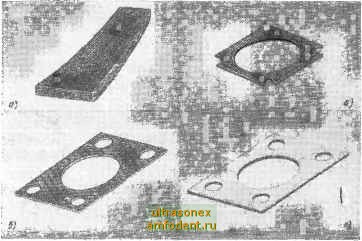 t Рис. 11.37. Диэлектряческие армированные уплотняющие орокладки Гребенчатые прокладки различной конфигурации изготавливаются штамповкой из бериллиевой бронзы. Основные характеристики некоторых типов электромагнитных прокладок приведены в [54]. При монтаже прокладки устанавливаются в пазы, приклеиваются или к,рвпятся с помощью болтов и винтов (рис. 11.38). Материал прокладок должен быть совместим с контактирующими поверхностями. При установке прокладки в паз следует предусматривать гарантированный зазор, обеопечивающий возможность ее усадки по ширине (ipnc. 11.38,а). Установка плетеных проволочных прокладок на металлической основе выполняется с помощью точечной сварки или клепки. Крепление .прокладок следует выполнять так, чтобы соединяемые поверхности не скользили, а сдавливали их для обеспечения .большей электрогерметичности аппаратуры и износостойкости уплотнения (рис. 11.38,в). 12* 355 Обеспечение высокой эффективности экранирования при стыковке блоков аппаратуры достигается в конструкции, состоящей из несъемных и .съемных контактных элементов. Несъемные промежуточные контактные элементы изготавливаются из тонкой листовой меди или латуни с соответствующими покрытиями, а а также из листового металла АПМ. Съемный промежуточ1Ный контактный элемент, изготовленный из тонкой листовой термиче-  НепраВильно Правильно а)  дверь дверь Неправильна правильно  Неправильно Правильно 5) Рис. 11.38. Методы Монта-жа эл€ктрамагн1итных прокладок: а - установка эластичных проводящих уплотнений; б - крепление ВИНтами; в - установка рокладок в дверных соединениях ски обработанной бериллиевой бронзы, имеет по всему контуру упругодеформируемые зубцы, разведенные в разные стороны.,При стыковке зубцы промежуточного контактного элемента деформируются, и в местах их вдавливания создается электрический контакт .по всему периметру .стыка. Для зубчатого промежуточного контактного элемента применяются кадмиевое покрытие или горячее лужение. При использовании .промежуточных несъемных контактных элементов из биметалла АГ1(М1 для плакированной поверхности применяют электропроводное и коррозиоиностойкое никелевое Покрытие. В этом случае следует покрывать никелем и съемный промежуточный элемент с .целью получения электрического контакта и-з однородных металлов, обеспечивающего высокую коррозионную стойкость. Такие стыковочные устройства в герметичных блоках следует применять для радиоэлектронной аппаратуры, (предназначенной для эксплуатации в жестких климатических условиях, включая тропические. Экранированные стыковочные устройства в сочетании с герметизацией от перепадов давления обеспечивают заЩиту аппаратуры от проникновения влаги, а также от коронных разрядов высоковольтных узлов и электрического пробоя в условиях разреженной атмосферы. На рис. 11.39 показано разборное стыковочное устройство в герметичном блоке с магниевым корпусом. Несъемные промежуточные контактные элементы монтируют с использованием компаунда для плотного склеивания со стыкуемыми деталями корпуса.
|
|
© 2000 - 2025 ULTRASONEX-AMFODENT.RU.
Копирование материалов разрешено исключительно при условии цититирования. |