

|
|
|
Главная страница Волноводы миллиметрового диапазона несущих конструкций и монтажа РЭА, образующих общие участки для протекающих в них токов сигнальных и силовых цепей. Влияние нежелательной кондуктивной (гальванической) связи особенно сказывается в высокочастотной аппаратуре, работающей на частотах десятки МГц и выше за счет вытеснения токов в поверхностный слой шасси или печатной платы. Поэтому в качестве материала шасси для высокочастотной РЭА следует использовать медь или латунь с антикоррозийным серебряным или оло-. Бянным покрытием. Медное посеребренное или луженое шасси имеет малое сопротивление поверхностного слоя и удобно при монтаже благодаря легкости пайки [55]. Исходя из назначения аппаратуры и особенностей ее конструкции элементы электрического заземления, экранирования и металлизации должны обеспечивать неразборные или разборные контактные соединения. Применяемые в механических конструкциях РЭА легкие алюминиевые и магниевые сплавы позволяют выполнять силовые конструкции с высокой механической проч-. ностью и жесткостью при наименьшей массе. Вместе с тем элек- трические контакты деталей из рассматриваемых сплавов имеют невысокую коррозионную стойкбсть и стабильность электрического сопротивления при эксплуатации. Для защиты деталей из конструкционных алюминиевых сплавов используют анодирование, при котором электрохимическим путем создается поверхностная окисная пленка, обеспечивающая их защиту от коррозионного разрушения даже в агрессивных средах. Окисная пленка обладает высокими изоляционными свойствами, поэтому при создании электрического контакта ее удаляют опиливанием или шабрением. Для закрытых неразборных контактных соединений алюминиевых деталей также используют р токопроводное оксидирование, которое является механически непрочным покрытием, с проводимостью примерно на порядок худшей, чем у алюминия. Защиту неразборных контактных соединений от проникновения влаги осуществляют путем герметизации компаундами, лакированием и окрашиванием. В разборных контактных устройствах присоединения деталей на общий корпус или шасси контактные соединения необходимо периодически контролировать и восстанавливать путем механической зачистки образовавшейся окисной пленки. Магниевые сплавы не допускают открытых контактов и легко подвергаются коррозионному разрушению. Для защиты их от коррозии применяют грунтование с последующим окрашиванием. Контактные элементы аппаратуры выполняют из тонкой листовой меди или латуни, а также из стали или листового биметалла АПМ, представляющего листовой прокат на алюминиевой основе, плакированной с одной стороны медью. С корпусами из алюминия АМцМ, АМцП, АМг неразборное соединение получают точечной электросваркой или холодной сваркой давлением. Метод точечной электросварки используется в листовых алюминиевых Конструкциях. Биметаллический контактный лепесток устанавли- вают алюминиевой стороной на корпус и после сварки производит облуживание припоем ПОС-61 плакированной поверхности для пайки монтажных проводов (рис. 11.31). Контактные соединения элементов из АПМ с литыми и из толстостенного проката алюминиевыми деталями выполняют аргонодуговой сваркой. При этом 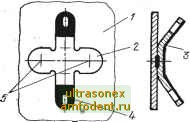  Рис. 11.31. Соединение контактного лепестка из АПМ !с корпусом из листового .алюминия точечной электросваркой: / - корпус; 2 - лепесток; 3 - плакирующий слой меди; - луженый участок лепестка; 5 - место сварки Рис. 11.32. Соеднн*ение контактного лепестка с литым алюминиевым корпусо-м: J - корпус; 2 -луженый участок лепестка; 3 -лепесток; 4 - место аргоно-дуговой сварки; 5 - плакирующий слой усики лепестка, предназначенные для приварки к корпусу, освобождаются от плакирующего слоя, а пазы в корпусе фрезеруют (рис. 11.32). При сварке пазы заполняются жидким металлом электрода. После сварки образовавшиеся в сварном соединении наплывы и неровности удаляют, а затем соединения шпатлюют и окрашивают вместе с окраской корпуса. Плакированную поверхность контактного элемента после сварки облуживают припоем ПОС-61. Холодная сварка давлением осуществляется путем совместной пластической деформации соединяемых деталей (рис. 11.33). Перед прессованием контактный элемент обезжиривают, а соприкасаемую с ним поверхность очищают от окисной пленки. После прессования стержневую часть заклепки расклепывают и герметизируют компаундом. Для соединения контактных элементов с магниевым корпусом используют самонарезающие винты (рис. 11.34). Лепестки в этом случае выполняют из тонкой листовой меди или латуни с соответствующими покрытиями, а также из биметалла АПМ. После монтажа и отвердения компаунда производят горячую опайку головки самонарезающего винта по контуру стыка с контактным элементом. В неразборных, разборных, скользящих конструкционных и электрических соединениях электрогерметичность аппаратуры может существенно нарушаться из-за ненадежных электрических контактов: 1) на стыках сопрягаемых деталей, соединяемых сваркой, пайкой, болтами, винтами или заклепками; 2) в вентиляционных сетчатых экранах; 3) в устройствах контроля и регулировки; 4) в кабельных вводах. Планирующий слой  Горячая пайна nOD-61 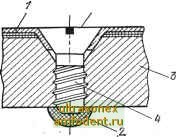 Рис. 11.33. Холодиооварное соединение лепестка с листовым .корпусом: 1 - контактный лепесток из АПМ; 2 - элемент конструкции; 3 -заклепка; 4- компаунд Рис. 11.34. Соединение лепестка с магниевым корпусом самонарезающим винтом: 1 - лепесток; 2 - компаунд; 3 - корпус; 4 - самонарезающий винт В неразъемных контактных соединениях, осуществляемых электродуговой, электрической контактной роликовой и холодной сваркой, а также пайкой, практически не происходит увеличения переходного электрического сопротивления по сравнению со сплошным металлом. При сварке устраняется граница соприкосновения металлов путем образования монолитной структуры. Следует избегать сварки материалов с высокой магнитной проницаемостью, отжигаемых при изготовлении, так как при этом значительно ухудшаются их магнитные свойства. При пайке припой, соединяясь с основными металлами, связывает их механически и электрически, хотя кристалличтеская структура шва отличается от структур паяных металлов. 1 Физически неоднородные стыки образуются между поверхностями при их соединении винтами, болтами, заклепками или точечной сваркой. При этом между поверхностями неизбежно существуют неровности, создающие щели, через которые может проникать электромагнитное поле .помех. При механическом креплении экрана или крышки корпуса эффективность экранирования повышается за счет более частого расположения крепежных деталей, заклепок или точек сварного шва. Высокая эффективность экранирования обеспечивается при применении неразъемных обж1Имных швов, позволяющих избежать свар- имене- ки или пайки. При .использовании листовых ниеиеразъемнотооб-или фольговых металлов их соединение произ- 12-21 353  жимного шва
|
|
© 2000 - 2026 ULTRASONEX-AMFODENT.RU.
Копирование материалов разрешено исключительно при условии цититирования. |