

|
|
|
Главная страница Индукционная плавка печи [Л. 5]. Исследований ПрОйоДилиСЬ йа ИКП емкостью 7, 8, 18 и 45 т. Три печи емкостью 18 т и одна емкостью 7 т были переоборудованы в вакуумные. Исследование работы открытой канальной печи с основ-, ной футеровкой показало, что ИКП позволяет наводить] достаточно жидкоподвижные основные шлаки и выпол- пять все металлургические операции доводки металла по химическому составу и его раскислению столь же успешно, как и дуговая печь, но с меньшим риском вто- рично окислить металл и лучшей его гомогенизацией. Исследование работы ИКП в условиях вакуума показа-J ло, что при доводке металла ИКП может сочетать ме- таллургические данные, аналогичные данным дуговой! печи, с рядом достоинств вакуумной обработки. В ре- зультате ИКП могут оказаться эффективными для npo-j изводства стали различных марок из простого металла, получаемого в сталеплавильном цехе в агрегатах боль-1 шой производительности [Л. 5]. Это создает предпосылки! для более широкого изучения возможностей использо-! вания ИКП в сталеплавильном производстве. глава вторая ИНДУКЦИОННАЯ ПЛАВКА БЕЗ СОПРИКОСНОВЕНИЯ РАСПЛАВА С ФУТЕРОВКОЙ 3. гарниссажная плавка Гарниссажной называют плавку, при которой расплавленный металл соприкасается только с твердой фазой того же химического состава, что и расплав, отде-j ляющей его от контакта с конструктивными злементамр печи. Известны две схемы индукционной гарниссажной плавки (предложены в 1954--1957 гг. М. П. Глухановы! и А. А. Фогелем с соавторами), различающиеся месте введения энергии: через открытое зеркало ванны, минуя гарниссаж, или, наоборот, сквозь граниссаж. В по- следнем случае используют для введения энергии боко- вую поверхность садки, что обеспечивает всестороннее! поступление тепла и хорошую магнитную связь индук-j тора с садкой. Принципиальные компоновки печей, соот-] ветствующие этим двум схемам плавки, приведены на] рис. 13. 38 Достоинством первой из названных схем является отсутствие электрических потерь в гарниссаже. Однако по своей тепловой и технологической схеме она не отличается от схем других видов гарниссажной плавки с верхним вводом тепла (дуговой, электронно-лучевой, плазменной и др.). В то же время в силу худшего электрического к. п. д., усугубляемого плохой магнитной связью торцевого индуктора с садкой, этот метод плавки не находит практического применения.  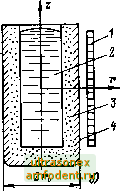 Рис. 13. Схемы индукционных гарниссажных печей. , а - с верхним индуктором; б - с охватывающим индуктором. / - индуктор; 2-расплав; 3 - гарииссаж; 4 - охлаждаемая поверхность гарниссажа (заштрихована). При введении энергии через боковой гарниссаж, наоборот, проявляются достоинства, присущие индукционной плавке - равномерность температурного поля по высоте расплава и отсутствие перегрева верхней поверхности его, что в ряде случаев может быть определяющим фактором в выборе способа плавки. В схеме индукционной гарниссажной плавки металла с введением энергии через боковой, гарниссаж предусматривалось создание внутри цилиндрического индуктора или охлаждаемого им тигля слоя гарниссажа из порошка переплавляемого металла. В процессе плавки наружные слои порошка, охлаждаемые благодаря соприкосновению с относительно холодным инДуктором или тиглем, не спекаются, остаются мало электро- и теплопроводными и выполняют функцию футеровки. Аналогичный способ плавки для огнеупорных материалов запатентован в США [Л. 29]. В патенте рекомендуется выбирать частоту магнитного поля из условия Го/Аэ= = 1,5--3,0 (/о - внутренний радиус индуктора; Аэ - глубина проникновения тока в расплав). Дли плавки огне- упорных окислов (UO2, Zr02, ThOz, TiOz и их смесей с MgO и ВеО) рекомендуется использовать частоты порядка нескольких мегагерц. М. Г. Коган обосновал возможность индукционной плавки металла с введением энергии через боковую поверхность садки при монолитном металлическом гарнис-саже, обладающем электропроводностью и теплопроводностью, не меньшими, чем расплав [Л. 30]. Такой процесс возможен благодаря глубинному выделению тепла в поверхностном слое садки при индукционном нагреве. В силу наличия теплового потока потерь, направленного сквозь поверхность садки наружу, температура этой поверхности оказывается ниже максимального значения температуры внутри металла. Распределение температуры по сечению садки зависит как от глубины проникновения тока Аэ (определяющей распределение внутренних источников тепла), так и от соотношения тепловых потоков наружу (тепловые потери) и внутрь садки (полезное тепло). В случае цилиндрической садки с заэкранированными торцами (или при весьма большой высоте ее) можно, пренебрегая переносом энергии, связанным с циркуляцией расплава, выразить для стационарного теплового состояния превышение температуры t произвольной точки объема с относительной координатой f=rjra (рис. 13) иад температурой поверхности (л следующим образом: At=t-t=mF(a, о)/2Яуа, f (а, ао) = I-(ber2a+bei2a)/(ber=ao-l-bei2ao). Здесь: Яд - эффективное значение напряженности магнитного поля у поверхности расплава, А/м; а=г К 2Дэ и ао=га V~2l - относительная частота в садке и на ее поверхности соответственно. Максимальный перепад температур в сечении садки Дц определяется выражениями (1) и (2) при а=0. При определенных значениях Яуа он зависит только от №д и ао. В случае больших относительных радиусов садки (ао>3) можно принять F{a, :ао) = 1 и Ац будет определяться только значением №п- Пренебрегая теплоотдачей в торцы, можно записать следующее выражение температуры боковой поверхности садки: п = 0-(-/?т/т.6, где /о - температура тепловоспринимающей., среды; У?т - сопротивление на пути потока тепла от боковой поверхности садки к тепло-воспринимающей среде; Рт.б - плотность потока тепловы: потерь с боковой поверхности садки, Йри стационарном тепловом состоянии садки вся 8ыДелЯ1бщаЯСЙ в ней энергия расходуется на тепловые потери и справедливо условие Рт.в=Яоц/У А - (4) Для устойчивой плавки в гарниссаже необходимо сохранение определенной толщины его, что обеспечивается поддержанием определенного перепада температуры на нем: AU=t -t . (5) где /к--температура кристаллизации расплаза. Перепад температур в расплаве раве)! Д<р=ДГц-Л(г. (6) Выражения (3) -(6) показывают, что обеспечение нужного температурного режима садки, определяемого температурами и (или переладами Ар и °с Atr), принципиально возможно при варьировании в необходимых пределах частоты, напряженности магнитного поля и условий теплоотвода (значе-ние /?т), определяющих соотношение между величинами рт.б и /п-0- Для создания различной интенсивности съема тепла с боковой поверхности садки возможно использование излучения, естественной и искусственной конвекции или контактного теплоотвода. Случай теплоотвода излучением исследован в {Л. 30]. Перепады температур по сечению для частного случая частоты 150 Гц приведены для некоторых тугоплавких металлов на рис. 14. На рис. 15
I I I 111 I I Pr.S. 25 SO 100 150 2 00х10*Вт/м* Рис. 14. Значения перепада температур между центром и поверхностью садки Мц при теплоотдаче излучением в зависимости от температуры поверхности садки [Л. 30]. Режим стационарный, .частота J50 .Гц; рд - плотность потока . тепловых потерь; кружкам обозначены предельные режимы, соответствующие плавлению поверхности. Представлены результаты расчета нестационарного режима первичного расплавления болванки титана. Расчеты показывают, что при теплоотдаче с поверхности излучением применимы частоты порядка десятков и сотен герц, 1600 § частности S6 и 150 Гц. 6 случае повышенных naCTOf (тысячи герц) тепловой баланс на поверхности слитка достигается только при температурах, превышающих температуру плавления. Расчетный расход энергии при плавлении титана в гарниссаже радиусом 0,125 и высотой 0,5 м при частоте 50 Гц, удельной поверхностной мощности 40-10* Вт/м2 и длительности процесса 40 мин составляет с учетом электрического к. п. д. 430 МДж. Масса жидкого металла достигает 85 кг при общей массе садки 110 кг, а расход энергии 5 МДж/кг расплава (энтальпия титана при температуре перегрева 1,6 МДж/кг). При плавке других тугоплавких металлов расход энергии выше, например при плавке молибдена и тех же размерах гарниссажа расчетный расход энергии составляет 10-12 МДж/кг. При анализе количественных данных {Л. 30] следует иметь в виду, что в них не учтено движение металла, которое в силу наличия в садке мощных электромагнитных полей может оказаться весьма интенсивным. В этих условиях для сохранения заданной толщины гарниссажа потребуется большая интенсивность теплосъема по сравнению с расчетной. Соответственно повысится температура поверхности, обеспечивающая баланс энергии в поверхностном слое. Технологический процесс индукционной гарниссажной плавки возможен как в нестационарном (периодическом) режиме, так и в стационарном (последовательном). В первом случае его назначением может быть накопление жидкого металла для единовременной заливки в формы, во втором - непрерывная подача струи металла в кристаллизатор или формы. Данные о результатах практического использования индукционной гарниссажной плавки с боковым нагревом пока отсутствуют. 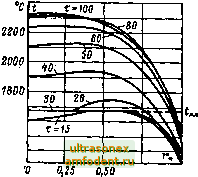 0,75 1,00 Рис. 15. Распределение температуры i по сечеиию садки при плавке титана. 1-время, мин: r.=r/r ; -температура плавления. 4. плавка в холодном тигл£ Под индукционной плавкой в холодном тигле условимся понимать разновидность индукционной плавки, при которой энергия передается расплаву электромагнитным полем сквозь проводящий тигель. Температура этого тигля поддерживается низкой для ограничения нежелательных процессов химического взаимодействия между ним и расплавом. 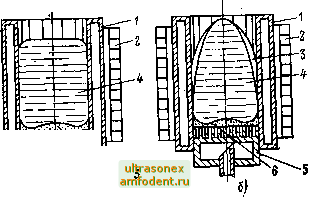 Рис. 16. Плавильное устройство иидукциоииой печи с холодным тиглем. а, б - при отсутствии и наличии электромагнитного отжатня металла от тигля; / - секция охлаждаемого тигля; 2 - индуктор: 3 - риф; 4 - расплав; 5 - охлаждаемое осиоваиие: в - гарииссаж. При плавке металлов между холодным тиглем и расплавом обычно образуется промежуточный слой толщиной в доли лшллиметра - микрогарниссаж (структура этого промежуточного слоя пока мало изучена). В то же время часть внутренней поверхности тигля во многих случаях покрывается обычным металлическим гарнис-сажем, толщина которого составляет несколько миллиметров. Еще более четко выражен, периферийный слой гарниссажа при-плавке тугоплавких- окислов и полупроводниковых материалов. Таким образом, плавку в холодном тигле можно рассматривать также как разновидность гарниссажной плавки (см. § 3), закономерности которой накладывают свой отпечаток на работу индукционной печи с холодным тиглем (ИПХТ). Верхняя часть расплава в холодном тигле во многих случаях отжимается магнитным полем от стенок тигля
|
||||||||||||||||||||||||||||||||||||||||||
|
© 2000 - 2025 ULTRASONEX-AMFODENT.RU.
Копирование материалов разрешено исключительно при условии цититирования. |