

|
|
|
Главная страница Индукционная плавка плав, и осуществление в них ЭМУР практически невозможно. В коротких индукторах необходимая компонента градиента сил имеется, что обеспечивает некоторую центровку мениска и способствует уменьшению рифов. Для дальнейшего ослабления неустойчивости процесса возможно применение ряда средств: индукторов с неравномерными шагом и конусностью, использование остроконечной геометрии расплава [Л. 51], скрещенных полей, перемещающегося поля [Л. 52] и других методов. Вызывают значительный интерес поисковые исследования по удержанию расплавленного металла в системе распределенных проводников, каждый из которых несет функцию измерения возмущений поля и управления этим полем в своей зоне [Л. 53]. Возможности улучшения формы поверхности расплава и повышения ее стабильности еще далеко не исчерпаны. В зависимости от технологического назначения ЭМУР требования к качеству поверхности мениска совершенно различны. Соответственно различна допустимая высота мениска (а, следовательно, и максимальная напряженность магнитного поля) и неодинаковы средства стабилизации поверхности. В случае использования ЭМУР при плавке металла Б холодном тигле, а также прн обжатии металла в устройствах для высокотемпературных исследований, не требующих стабильной свободной поверхности расплава, допускается наличие рифов, а высота отжатого мениска /г достигает 10-13 см. При выполнении защитного тигля необходимой высоты и достаточном диаметре расплава нет принципиальных препятствий к дальнейшему значительному (в 2 раза и более) увеличению высоты мениска (в процессе экспериментов при определенной геометрической конфигурации системы индуктор-садка наблюдалось отжатие больших масс жидкого металла с высотой мениска около 30 см). В электромагнитных кристаллизаторах, а также в устройствах для высокотемпературных исследований, требующих постоянства свободной поверхности металла, принимают значительно меньшую высоту обжатого мениска (обычно менее 5 см) и используют средства стабилизации поверхности, металла. В этих условиях рифоз не допускают, защитный тигель может потребоваться только в случае аварийного нарушения режима и зачастую не применяется. В. Конструктивные особенности устройств с ЭМУР- Устройства, предназначенные непосредственно для удержания металла, встраиваются в плавильную печь или испытательную установку и сводятся к индуктирующей системе и элементам схемы ее питания. В тех случаях, когда необходимы плавление или подогрев металла, функции нагрева садки и удержания расплава возлагаются обычно на один и тот же индуктор. Если требуется независимое регулирование нагрева и силового воздействия, можно применять самостоятелыные индукторы с питанием двумя разными частотами (более высокая частота -для нагрева, более низкая -для удержания) либо использовать схемы независимого питания одного индуктора токами двух частот (с соответствующими разделительными фильтрами на входе). В электромагнитном кристаллизаторе устройство ЭМУР является основой конструкции кристаллизатора и обычно конструктивно объединяется с элементами подачи охлаждающей среды на формируемый слиток. Индукторы для ЭМУР весьма разнообразны по коиструкщта. При высоте мениска до 50 мм применимы как многовитковые, так и одновитковые цилиндрические или конические индукторы. Одно-витковые индукторы выполняются с прямоугольным или овальным сечением трубки. При большей высоте мениска, примемяются обычно многовитковые индукторы. Необходимое снижение напряженности поля в вертикальном направлении у поверхности расплава осуществляется в многовитковых индукторах двумя путями: за счет выполнения переменного шага витков (различная высота витков или разная ширина зазоров между ними) нлн за счет саморегулирующегося переменного по высоте промежутка между индуктором и расплавом. Для получения цилиндрической формы мениска многовитковые индукторы выполняются расширяющимися кверху (обычно коническими) .В одно-витковых индукторах происходит некоторое саморегулирование распределения тока по сечению витка, прн котором в нижней части сечення. отделенной меньшим зазором от 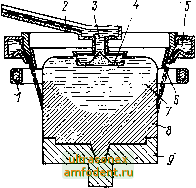 Рис. 32. Электромагнитный кристаллизатор. / - индуктор; 2 - подводящий лоток; 3 - емкость; 4 - плавающая чаша; 5 - коллектор; 6 - направляющий конус; 7 - расплавленный металл; й - слиток; 9 - поддон. садки, концентрируется большая часть тока, а в верхней - меньшая. Это облегчает получение формы мениска, близкой к цилиндрической, но способствует возникновению автоколебаний в системе. Применяются также более сложные индуктирующие системы, в частности состоящие из нескольких индукторов с раздельным регулируемым питанием через понизительные трансформаторы. Для более тонкого регулирования распределения магнитного поля возможно применение также водоохлаждаемых экранов и разомкнутых магннтопро-водов. Индукционные вакуумные и вакуумно-дуговое плавильные устройства, указанные в табл. 2 (см. § 4), выполнены в ЭМУР. Конструктивное исполнение кристаллизатора с ЭМУР показано на рис. 32. Г. Энергетические соотношения Выбор частоты магнитного поля определяет соотношение между его силовым и тепловым воздействиями на садку, а выбор напряженности этого поля - общий уровень этих воздействий. . Для устройства ЭМУР с одним индуктором в наиболее типичном случае расплава цилиндрической формы можно теоретически описать связь между высотой мениска расплава, выделением тепла и частотой следующей приближенной формулой; 6.4Ы0-Кь Р = i. пРиз (12) где т.п = Р/Яаз; Рвз и риз -соответственно мощность и поверхностная плотность потока тепловых потерь с боковой поверхности мениска (излучением и конвекцией; f - частота; р и уэ - плотность и коэффициент электропроводности расплава соответственно; Р - мощность (активная), передаваемая садке электромагнитным полем и расходуемая на нагрев садки и все виды тепловых потерь (излучением вбок и вверх, теплопроводностью в зонах контакта расплава с подом и стенками); Fon = VT(ber4berao + beioi bela )/(ber4 + beI4). (3) В (выражении (il2) не учитываются гидродинамические воздействия яа высоту мениска, а также влияние рифов и скругления вершины мениска на выделение энергии в расплаве. Для частного случая йт.п=2 при отсутствии на пути теплового потока Яиз экранов и теплоизоляции приближенная зависимость (полагая что допустимо при а>6) представлена для ряда металлов на рис. 33. Крайние кривые (для жаропрочной стали Hi xipoJMa) повторены также для случая йт.п = 1. Пользуясь рис. 33, следует обратить внимание а линейную зависимость им от *т.в в уравнении (12). Из рис. 33 видно, что при справедливости црииятых допущений при высоте мениска до 0,13 м н частоте е выше 8000 Гц плавка стали оказывается возможной при т.пб. В то же время плавка.* хрома возможна только при значении Ат.п, близком к 1. Большое 70 количество опытных плавок, выполненных ВНИИЭТО, показало возможность устойчивой плавки хрома при одном источнике питания с частотой 8000 Гц и Ам130 мм, что свидетельствует о некотором завышении зиачений /гм на рис. 33, окладывающемся, видимо, в силу принятых выше допущений. м 1,0 0,t 0,2\ 10 100 1000 10000 гц Рис. 33. Зависимость высоты обжатого столба металла Лм от частоты / при перегреве металла над температурой плавления на 100 С. 1 - жаропрочная сталь; 2 - титан; .3 - цирконий; 4 - вольЛрам; 5 - молибден: 6, 6 - хром; 1-6 - при k Ч; /-в -при *тп = 1- 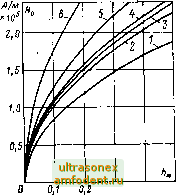 0,Ъ О,! Рис. 34. Теоретические значения напряженности магнитного поля у основания мениска Яо в зависимости от требуемой высоты мениска км- / - титан; г -цирконий: 3 -хром: 4 - жаропрочная сталь; 5 - молибден: б - вольфрам. Тем не менее на основании рассмотренных данных можно сделать вывод о целесообразности для ЭМУР плавильного назначения применять при плавке ряда металлов (а при особо большой производительности - для всех металлов, указанных на ряс. 33) частоту выше 8000 Гц или дополнительный источник энергии. В качестве такого источника можно использовать магнитное поле высокой частоты или другой вид электронагрева. По такому принципу выполнена опытная индукционно-дуговая печь типа 1ИКВ-0,01ПЙ. - При удержании расплава в электромагнитном кристаллизаторе обычно не требуется подогрев расплава. В этом случае целесообразна наиболее низкая частота, допустимая с точки зрения ограничения волнистости и нестабильности поверхности расплава. Значения напряженности магнитного поля у основания мениска расплава, необходимые для его удержания, показаны на графиках на рис. 34 (в гидростатическом приближении). При удержании расплава электромагнитным поле.м зазоры между индуктором и садкой могут быть больше обычных во избежание прикосновений расплава к индуктору или в связи с размещением внутри последнего защитного тигля. Для оценки электрического к. п. д. систем индуктор ~ садка (т]э.и.с) и индуктор-холодный тигель - садка (т]э.и.х.т.с) при повышенном зазоре ниже приводятся значения этих коэффициентов, полученные применительнс к плавке жаропрочной стали при диаметре индуктора dn, превышающем вдвое диаметр садки dc, и различной высоте садки he: 1э.и.о, % 25-30 68-70 20-22 40-44 При плавке титана электрический к. п. д. несколько выше, а ,при плавке металлов и сплавов с большей, чем у стали, удельной электрической проводимостью, соответственно ниже указанного. В заключение упомянем зарождающееся новое налравленме по использованию электромапнитного обжатия расплава прн вьиращива- нни профильных кристаллов кремния с так называемого пьедестала по методу проф, Степанова. Прн этом методе выращивания кристаллов можно использовать электромагнитное поле для получения жидкой зоны на вершине пьедестала н формирования вытягиваемого профиля. В (Л. 54] описывается этот метод с нспользоваинем дополнительного -- концентратора (рис, 35). Концентратор позволяет оптимальным образом - Q. формировать электромагнитное поле, добиваясь нужного распределения -- теплового и силового полей. Прн этом сам концентратор используется как дополнительный нагреватель с температурой, превышающей температуру плавления пьедестала. Процесс ведут методом формирования профиля с помощью контактного, электромагнитного или комбинированного формообразователя. В последнем случае используется контактный формообразователь (показан на рнс. 35 пунктиром), однако в зо- 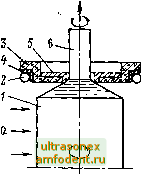 Рнс. 35. Схема устройства для выращивания профильных кристаллов кремния с пьедестала. / - кремниевые пьедестал цилиндрической формы; 2 - индуктор; 3 - электромагнитный концентратор; 4 - изоляция; 5 - контактный формообразователь; 6 - кристалл; Q - дополнительный тепловой поток. не фронта кристаллизации расплав отделяется от него с помощью сил электромагнитного поля. 6. струйная бестигельная плавка в этом методе плавки исходный материал в виде чешуек, губки, порошка или гранул прессуется в заготовки-стержни, которые затем перемещаются с определенной скоростью сквозь индуктор. В индукторе лроисходит оплавление конца стержня, и жидкий металл каплями или при достаточной мощности индуктора непрерывной струей стекает в изложницу или охлаждаемый кристаллизатор, образуя слиток нужного размера. Такой метод переплава может быть назван индукционным струйным (иногда его называют капельным) бестигельным переплавом (ИСП). По назначению и схеме осуществления он полностью идентичен широко используемому в промышленности вакуумному дуговому переплаву. Однако в отличие от ВДП здесь возможна разновидность метода, когда расплавленная капля удерживается на конце электрода в течение определенного времени, необходимого для проведения соответствующих операций (например, измерений при физико-химических исследованиях). При этом должны быть обеспечены соответствующие температурные условия в оплавляемом стержне (интенсивное охлаждение верхнего торца). к. Физические особенности процесса Нагрев и расплавление заготовки при ИСП происходит благодаря протеканию кольцевого тока по боковой поверхности заготовки на глубине, равной глубине проникновения. Поэтому оплавление стержня, перемещаемого сквозь индуктор, происходит также ло боковой поверхности в отличие от ВДП, где расходуемый электрод оплавляется с торца. По мере оплавления жидкий металл стекает по заготовке и отрывается под действием силы тяжести. При этом проплавление сердцевины стержня осуществляется как за счет размывания ее стекающим жидким металлом, так и за счет того, что при этом оголяется сердцевина стержня и в ней наводятся кольцевые токи. Важное значение имеет вопрос о выборе оптимальной частоты ,при ИСП. Использование слишком высокой частоты затрудняет проплавление сердцевины, а примене-
|
||||||||||||||||||||||||||||||||||||||||||||||
|
© 2000 - 2025 ULTRASONEX-AMFODENT.RU.
Копирование материалов разрешено исключительно при условии цититирования. |