

|
|
|
Главная страница Индукционная плавка РбМйгнйтного уДержайИя {асйлаба на bitope (йМУР) Сущностью этого метода является создание на боковой поверхности расплава, находящегося на твердой опоре,! электромагнитных сил, направленных в глубь металла] и препятствующих его стеканию с опоры. В зависимости i от характера технологического процесса в качестве опо- ры может фигурировать шихта, расплавляемая заготов-! ка, кристаллизующийся слиток, гарниссаж или конструк-] ция из инородного материала, поддерживаемая при температуре достаточно низкой, чтобы исключить активное взаимодействие ее с расплавом. Обжатие металла силами электромагнитного пол? в индукционных тигельных печах, придающее верхне-поверхности расплава вид выпуклого мениска,-естест-! венный физический процесс, наблюдающийся при плав-? ке с большими настилами тока в индукторе. В 1952 г было впервые предложено использовать это явление дл* удержания капли расплава при оплавлении в индуктс ре верхнего конца металлического стержня с целью ис. парения металла [Л. 46]. В 1961 г. во ВНИИЭТО был1 начаты исследования по использованию ЭМУР в индук ционных печах с холодным тиглем [Л. 34], а в 1962 предложено было выполнение печей с различными ви1 дами электронагрева, снабженных дополнительным ин дуктором для ЭМУР [Л. 6]. В 1963 г. использование ЭМУР в индукционных печах было предложено также в США [Л. 46]. Разработка печей с ЭМУР для плавк! промышленного характера проводилась позднее вс ВНИИЭТО, а работа по созданию лабораторных уст- ройств для физико-химических исследований с ЭМУР-с 1967 г. в Институте металлургии им. А. А. Байков) АН СССР [Л. 47]. Электромагнитное удержание расплава, аналогичнс применяемому при плавке малых количеств металла используется в последние годы для создания так назь ваемых электромагнитных кристаллизаторов, в KOTOpi в процессе формирования слитка расплав не соприкаса ется с ограничивающими его телами. Работа по созда нию метода и устройств ЭМУР этого назначения велас 3. М. Гецелевым и др. на Куйбышевском металлург? ческом заводе им. В. И. Ленина [Л. 48]. Основное отличие процесса плавки с ЭМУР от плавк во взвешенном состоянии состоит в допущении контрол! руемого контакта расплава с определенными, orpaHH4eF ными по размеру поверхностями твердых тел при условиях, не вызывающих нежелательного изменения химического состава расплава. При плавке большинства металлов и сплавов в контакте с водоохлаждаемыми медными элементами конструкций загрязнение расплава практически отсутствует (см. § 4). Еще более безвредно наличие стабилизированной границы жидкого сплава с твердой фазой того же состава. Таким образом, плавильные устройства с ЭМУР, в которых предусмотрен контакт с упомянутыми материалами, приближаются по чистоте процесса к устройствам для плавки во взвешенном состоянии. В то же время наличие опоры под расплавом позволило исключить при этом методе магнитной поддержки так называемую нижнюю особую точку, в которой расплав удерживается только силами поверхностного натяжения и являющуюся основным препятствием к увеличению массы металла, расплавляемого во взвешенном состоянии. iB ряде Случаев при наличии между металлом и индуктором защитного водоохлаждаемого тигля, кристаллизатора или экрана оказывается целесообразным допустить также соприкосновение с этой конструкцией выступающих складок боковой поверхности расплава, что существенно облегчает задачу стабилизации положения расплава в тигле и позволяет значительно увеличить количество металла, удерживаемого в жидком состоянии. В результате масса металла, удерживаемого в магнитном поле этим методом, может превышать массу взвешенной садки на несколько порядков. В принципе не исключено применение электромагнитного обжатия еталла и в случае защитного тигля из горячих керамических или иных материалов, если вызванное отрывом металла от стенок уменьшение загрязнения или сокращение тепловых потерь окажется более существенным, чем усиление этих явлений из-за сопровождающего электромагнитное обжатие -усиления циркуляции. - - А. Технологические особенности и области применения ЭМУР Плавка металла с ЭМУР обладает всеми достоинствами плавки в ИПХТ (см. § 4), обеспечивает одинаковую или большую чистоту процесса и рбладает следующими §3 дополнительными достоинствами. Поверхность расплава, контактирующая с атмосферой печи, значительно увеличивается, что ускоряет дегазацию металла при вакуумном рафинировании, а в некоторых технологических процессах может быть использовано для интенсификации активной обработки металла шлаками. Тепловые потери от расплава значительно сокращаются (иногда в несколько раз). Области технологического применения ЭМУР еще не вполне определились. Однако в качестве наиболее перспективных можно назвать следующие: а) использование в сочетании с ИПХТ для плавки и рафинирования металлов и сплавов повышенной чистоты, а также высокореакционных металлов и сплавов, в первую очередь - для получения мелких слитков труднодеформируемых сплавов и точного литья; б) расплавление и выдержка без загрязнения металлов и сплавов в лабораторн1х устройствах для высокотемпературных физико-химических исследований (см. § 9); в) кристаллизация слитков-без соприкосновения жидкой фазы с твердым кристал-; лизатором-охладителем [Л. 48]. Б. Физические особенности процессов с ЭМУР Мениск расплава, находящегося в сильном магнит-, ном поле, принимает такую конфигурацию, при которой в каждой точке его объема достигается динамическое] равновесие сил электромагнит- ного взаимодействия, гравитационных, инерции, вязкого и турбулентного трения, а также внутреннего напряжения жид-5 кости [Л. 49]. На наружные границах расплава в балансе участвуют также поверхнос t г ные силы, создаваемые пс верхностным натяжением м€ талла, окисными пленкам! воздействием шлакового пс крова и т. п. Определение фо Рис. 29. Положение распла- J v4PTnM всех эт ва при обжатии его магнит- Ы мениска с учетом всехэт! ным полем (схема). влиянии представляет собс /-индуктор; 2 - основание; ВеСЬМЗ СЛОЖНуЮ ЗЗДачу, eU ек;оГнндвже;Ги?° НС ИМСЮЩуЮ СВОСГО реШбНИ! 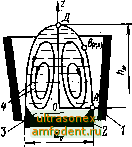 Обжатие жидкого металла магнитным полем протекает устойчиво только лри че о выражеияом шоверхмоспном эффекте, т. е. при относительно высокой (для данного объема) частоте, что соблюдается иражтически во всех устройствах с ЭМУР..В этих условиях и при гидростатическом приближении, т. е. без учета движе-ния металла, форма мениска определяется главным образом внен-ним по отношению к расплаву магаитным полем. Это поле зависит от параметров индуктора и тока в нем, а также от количества, расположения и физических свойств расплава. Связь, между координатами поверхности мениска и напряженностью магиятного поля описывается с некоторыми дополнительными допущениями следующим выражением: = = -7i-(-2-?o-P J ber4-f-bei4 (8) (9) р -плотность расплава; g-ускорение свободного падения; р - раэность внешних давлений на повврхиость расплава в точках Д и В (рис. 29); р, - абсолюгиая магаитная проницаемость; ао = Го К2Ма - относительная частота. Напряженность поля в точках поверхности мешска с коорди- атами г, г при высоте мениоса Ам, которую нужно обеспечить для поддержания заданной формы его, приближенно (пренебрегая влиянием разности давлений, создаваемой поверхностным натяжением, окислами и т. п.) запишется следующим образом: = 1 260>р§(Л -г)/? . (10) Здесь фо изменяется в зависимости от г по выражению (9) в соответствии с уравнением образующей мениска Получение необходимого распределения напряженности поля а noBepxiHocTH расплава возможно в индукторах раалич.ных конструкций и размеров. На рис. 30 показаны цилиидричеснне столбики расплава, полученные при распределении Но на поверхности металла, соответствующем условию (ilO). В эксперименте, показанном на рис. 30,а, для -удобства-обзора расплава (олово) использовая индуктор большого диаметра (с понижетвым к. п. д.) [Л. 36]; на ряс. 30,6 отжатый столб расплава (алюминий) имеет диаметр 80 мм при высоте 300 мм. Высота мениска расплава Лм (см. рис. 29) гари обычном расположении его в индукторе удовлетворительно описывается выра-же1нием - - . hu = HnAMo(.2pg), - (И) где Н А - значение Ни в точке А. При изменении настила тока в индукторе / высота мениска изменяется пропорционально Р, однако лишь до тех пор, пока рост меяжка не изменяет существенно геометрические соотношения в системе индуктор - расплав. Частные случаи изложены в [Л. 36, 50]. 5-64   Рис. 30. Цилиндрический столб жидкого алюминия. а. б - при широком коническом и комбинироваином индукторах соответственно. Зависимость высоты мениска от частоты определяется характером функции фо, причем в диапазоне значений относительной частоты а6,0 высота мениска практически постояина. При ЭМУР используется вихревое поле объемных электромагнитных сил, что неизбежно вызывает циркуляцию металла, причем максимальная скорость внутри расплава примерно пропорциональна Тйм и существег-но зависит от частоты. Траектории движения расплава лежат в вертикальных плоскостях и обычно имеют одноконтурный характер (см. рис. 29), хотя прн глубокой лунке не исключено образование и второго контура движения в нижней части объема. Циркуляция расплава весьма существенна как с маг-нитогидродинамической, так и с технологической точек зрения. Так, поток металла, стекая по поверхности мениска от его вершины к основанию, препятствует образованию вытекающих из объема расплава струек, обособленных от него и в силу малого сечения не поддающихся воздействию магнитного поля (что вызывает существенные трудности при плавке во взвешенном состоянии). Кроме того, стекающий вниз поверхностный слой металла необходимо в районе точки А (рис. 29) направить внутрь этого объема, что при обычно применяемых частотах не может быть осуществлено одними электромагнитными силами и требует устройства механических препятствий (бортик или откос у основания и т. п.). При кристаллизации металла ( формировании слитка) в плавильном устройстве с ЭМУР, а также в электромагнитном кристаллизаторе роль такого пре- пятствия играет край конической лунки формирующегося слитка. В некоторой степени движение металла сказывается и на форме мениска, увеличивая пологость его склонов. Интенсивная циркуляция расплава оказывает специфическое воздействие также на границу фаз при кристаллизации: она способствует у.меньшению глубины лунки и устранению рыхлости сердцевины слитка, однако в некоторых случаях может способствовать нежелательному развитию кристаллизации. Важной характеристикой качества устройств ЭМУР являются геометрическая правильность и стабильность формы поверхности мениска. Силовому обжатию жидкого металла свойственна гидродинамическая неустойчивость, которая проявляется в возникновении нестационарных складок поверхности металла, так на-зывае.мых рифов . Эти рифы периодически появляются и исчезают, перемещаются, изменяют свою форму. Склон-кость к появлению рифов увеличивается с повышением напряженности магнитного поля. Поэтому образованиз рифов начинается с нижней кромки мениска, где Яо больше, причем кверху глубина складок обычно уменьшается и они постепенно сходят на нет. Стабильность поверхности- мениска ухудшается с понижение.м частоты: количество рифов увеличивается, на поверхности расплава в зоне вершины мениска появляются перемещающиеся бугры, являющиеся, видимо, результатом гндродинахмического напора струй, выбрасываемы.: вверх электромагнитными силами из.нпжней части вад-ны (рис. 31). Стабильность и правильность поверхности мениска зависят при прочих равных условиях от наличия положительной радиальной компоненты градиента силового поля. В длинных индукторах с однородным полем обжимающие электоомагнитные силы не центрируют рас- Рис. 31. Вид сверху на обжатый магнитным полем расплав с рифами (в защитном водоохлаждаемом тигле). / - основной массив расплава. 2 - верхушка рифа; 3 - основание рифа. соприкасающееся с тигле.м.
|
|
© 2000 - 2025 ULTRASONEX-AMFODENT.RU.
Копирование материалов разрешено исключительно при условии цититирования. |