

|
|
|
Главная страница Индукционная плавка Возможность удержания различных металлов в жидком состоянии в полях разных частот иллюстрируется рис. 41. Ниже горизонтали Гн/А=1,0 удержание возможно, выше - металл не висит. Б. Выделение тепловой энергии в садке Взаимосвязь между взвешивающей силой и мощностью, передаваемой в расплав, Ро для случая поверхностного проникновения электромагнитной волны получена в [Л. 57 I: =4-/f о. (16) Безразмерный коэффициент А характеризует обжатие расплава полем: чем больше обжатие, тем меньше коэффициент А, и наоборот. Для металла, не обжатого i полем (только поддерживаемого полем снизу) он максимален и равен единице. Для тела, сильно обжатого по- лем, коэффициент А может стремиться к пулю (прак-тически не удается получить его меньшим 0,2). При бестигельной плавке изменение подводимой к индуктору мощности приводит к изменению положения тела в индукторе, что в свою очередь изменяет конфигурацию по-, ля, взвешивающую силу и мощность выделяющуюся в те- ле. Тем не менее, поскольку в реальных рабочих индукторах положение взвешенного тела задано условиями работы, для каждого конкретного типа индуктора коэффициент А можно считать постоянным. Для некоторых типов индукторов значения этого коэффициента приведе- ны в (Л. 57]. Одной из основных особенностей, ограничивающих J область применения метода, является органическая] связь между условиями удержания расплавленного ме-1 талла во взвешенном состоянии и установившимся зна-i чением температуры. i В установившемся режиме мощность, nepeflaBaeMaa-j в расплав, равна мощности, теряемой поверхностью ме- талла за счет излучения и конвекции. Таким образом ! при заданных температуре и массе садки однозначщ определяется необходимое значение коэффициента А При Л = 0,2-0,4 рекомендуется применять индуктор, с обратным витком, а при 4 = 0,6-0,95 -индуктор-ло-ь. дочку [Л. .57]. Для ряда металлов с относительно низкощ температурой плавления, например таких, как Na, Сад 80 2п, Sn, Pb, не удается подобрать параметры поля, обеспечивающие получение температуры, близкой к температуре плавления, так как в поле, способном удержать Эти металлы в жидком состоянии, устпл- Кроме того, на стандартных частотах серийных генераторов и Для ряда других металлов не всегда удается получить температуру, близкую к температуре плавления. В принципе существует возможность разделения силового и теплового воздействия магнитного поля благодаря применению для питания индуктора двух различных частот: высокой (греющей) и более низкой (держащей). При плавке относительно легкоплавких металлов двухчастотное питание неприменимо, так как уже держащее поле перегревает эти металлы выше температуры плавления. Для более тугоплавких металлов, таких, как Мп, Ni, Са, Fe, Ti. V, Zr, Nb, Mo, при объеме жидкого металла около 0,3 см рекомендуется в качестве держащей использовать частоту 70 кГц. Тогда нижний предел регулирования температуры будет 1000-1400 °С. Для Та и W рекомендуется использовать держащую частоту 220 кГц. Практическое применение двухчастотного питания затруднено из-за малых габаритов индуктирующих систем, необходимости фильтрации различных частот, а также из-за опасности возникновения биений, снижающих устойчивость парения жидкой капли. В ряде случаев для тугоплавких металлов необходимая температура может быть получена за счет введения дополнительного обогрева садки электронным лучом [Л. 58]. Снижение температуры металла до tycttaa в некоторых случаях может быть достигнуто путем интенсивного обдувания его инертным газом. В. Конструктивное исполнение устройств В результате теоретических и экспериментальных работ было установлено, что взвешенную каплю удается стабилизировать в индуктирующей системе, состоящей из двух коаксиальных катушек, расположенных одна над другой, причем направления токов в катушках противоположны. Эта система подвески (рис. 42,а) оказалась весьма эффективной. Известно большое количество конструкций индукторов для электромагнитной подвески металла, например в виде прямого или изогнутого по дуге соленоида 6-64 (рис. 42,6), система катушек, которая обеспечивает, помимо подвески, вращение тела (рис. 42,в), катушек с сердечником из немагнитного металла (рис. 42,г) и пр. В [Л. 57} описаны типы индукторов с минимальным количеством витков, питаемых большим током при низком напряжении, что обеспечило им значительно более вы- 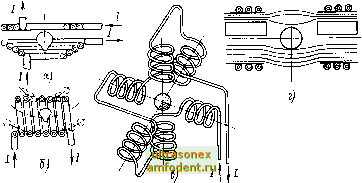 Рис. 42. Индукторы для взвешенной плавки металла. а-две коаксиальные катушки; б - горизонтальный соленоид- в система сердёчиТом. Р атушка с емаг~м сокую надежность в условиях вакуума. Это индуктор-лодочка (рис. 43,а), индуктор с обратным витком (рис. 43,6) и индуктор с короткозамкнутым витком. Индуктор-лодочка представляет собой систему из двух витков, поставленных рядом друг с другом на ребро, причем направление тока в одноименных проводниках одинаково. В индукторе с обратным витком в любых двух соседних проводниках текут противоположнг)   Рйс, 43. Взвешенная планка в индукторе-лодочке (а) и индукторе с обратным витком (б). направленные токИ. Конструктивно он может быть выполнен из двух отдельных витков, расположенных друг над другом и включенных параллельно (индуктор с параллельным обратным витком) или последовательно (индуктор с последовательным обратным витком). В практике часто применяется аналогичный индуктор, у которого верхний виток заменен короткозамкнутым витком, в котором течет индуцированный ток. Г. Установки для плавки металлов во взвешенном состоянии Установки, разрабатываемые в СССР лаборатор.ией высокочастотной электротермии ФТИ им. А. Ф. Иоффе АН СССР и находящиеся в эксплуатации, позволяют плавить во взвешенном в электромагнитном поле состоянии различные металлы в количестве 8-15 г и получать слитки диаметром 6 и длиной до 50 мм или замораживать металл во взвешенном состоянии. Используя индукторы различных конструкций, можно плавить металлы с температурой плавления до 3000 °С. Во многих случаях указанные количества удовлетворяют исследователей - физиков и металловедов. Одна нз последних разработок этой лаборатории - 27-позиционная установка позволяет быстро получать материал, необходимый для построения диаграмм состояния, так как допускает выполнение большого количества плавок без перезарядки камеры. Плавка производится в вакууме, в защитной атмосфере, в окислительной или восстановительной среде. Объем плавильной камеры 30 л. В установке может быть использован любой из описанных выше типов индукторов. На рис. 44 показаны внутренняя часть плавильной камеры с индуктором с обратным витко.м. При некоторых физико-химических исследованиях, особенно в тех случаях, когда необходимо иметь минимальный объем плавильной камеры, в качестве последней используют кварцевые колбы или кварцевые трубы, помещаемые внутрь индуктора. При этом облегчаются условия работы индуктора, расположенного вне вакуума. Такие установки очень просты и могут быть изготовлены исследовательскими лабораториями своими силами. В заключение отметим, что трудности увелиЧения массы жидкого металла, удерживаемого во взвешенном состоянии, принципиальны, и -пока не видно рациональных путей их устранения. Однако это не препятствует развитию этого метода как нового лабораторного инструмента. В этом отношении метод достаточно хорошо разработай R* 83  Рис. 44, Внутренняя часть плавильной камеры 27-позпцион-ной установки для плавки во взвешенном состоянии. и может быть рекомендбЁан к широкому исйбЛьзоваНйКЗ в лабораториях, изучаюших новые сплавы. . 8. зонная плавка А. Основные технологические процессы Понятие зонная плавка охватывает совокупность методов, позволяюших перераспределять растворимые добавки или примеси в кристаллических веществах. Важнейшей областью применения зонной плавки является очистка материалов. При зонной очистке через образец перемещаются одна или несколько расплавленных зон. Примеси движутся либо вместе с зонами, либо в противоположном направлении. При этом они концентрируются на одном конце образца, а другой конец его очищается. Степень очистки тем выше, чем больше число проходов, и при увеличении числа проходов приближается к пределу. Зонная очистка может быть использована как для удаления из образца вредных примесей, так и для концентрирования нужных примесей. Кроме того, важной операцией, выполняемой методами зонной плавки, является регулируемое введение требуемой примеси в кристалл. Зонное выравнивание позволяет почти полностью устранить сегрегацию примесей в обработанном материале. Часто оба метода- зонной очистки и зонного выравнивания - используются совместно, например в производстве,полупроводниковых (в частности монокристаллических) материалов, поскольку от последних нередко требуется, чтобы они обладали совершенным кристаллическим строением и наряду с этим содержали заданное количество примесей. Процесс зонного выравнивания известен меньше, чем зонная очистка, однако он также находит промышленное применение. Существует еще одна разновидность зонной плавки, получившая название зонной плавки с градиентом температуры. Жидкая зона здесь имеет форму листочка, про--волочки или точки с минимальными размерами порядка сотых долей миллиметра. Примесь в зоне содержится в очень высокой концентрации, так что зона становится жидкой при температуре гораздо ниже температуры плавления твердого вещества. Перемещение зон создается не движением нагревателя, а действием постоянного градиента температуры, создающегося в сечении загруз-84 КИ. Эта разновидность зонной плавки испоЛьйусгся ДЛЯ бестигельного выращивания монокристаллов, изучения диффузии в жидкостях и измерения ее скорости, для получения р-п и п-р-п переходов в полупроводниках. Она уникальна в том отношении, что позволяет создавать области проводимости ничтожных размеров или самой сложной формы внутри полупроводящего кристалла; Во многих случаях процессы зонной плавки совмещаются с получением заданной кристаллической структуры слитка, в том числе монокристаллической. Использование метода для глубокой очистки различных металлов оказалось также весьма успешным. Б. Физические особенности метода Способность зоны перераспределять примеси обусловлена главным образом процессами на затвердевающей поверхности. Если примесь понижает температуру плавления растворителя, то ее концентрация в затвердевшей части будет меньше, чем в жидкой. В этом случае примесь будет оттесняться затвердевающим веществом и собираться в жидкой зоне. Если примесь повышает температуру плавления растворителя, то ее концентрация в затвердевшей части будет больше, чем в жидкой, а сама жидкость будет обедня гься примесью. Эффективность процессов зонной плавки определяется двумя факторами: характеристиками используемой аппаратуры (длина и количество зон, число проходов, методы нагрева и охлаждения и т. п.) и характеристиками обрабатываемого вещества. Важнейшей характеристикой материала является эффективный коэффициент распределения--примесей /г=Ств/Сж, который представляет собой отношение концентрацшг примеси в затвердевающей фазе Ств к ее концентрации в расплаве с . Коэффициент к может быть больше или меньше единицы в зависимости от того, повышает или понижает примесь температуру плавления растворителя. Задача создания и сохранения жидкой зоны при зонной плавке сводится к установлению на узком участке стержня максимальной температуры, превышающей температуру плавления твердой фазы, и сохранению холодных участков с температурой ниже температуры плавления твердой фазы по обе стороны от этого участка. Исключение составляет зонная плавка с гра-
|
|
© 2000 - 2025 ULTRASONEX-AMFODENT.RU.
Копирование материалов разрешено исключительно при условии цититирования. |