

|
|
|
Главная страница Индукционная плавка ние низкой частоты приводит к образованию на оплавляемой заготовке продольных рифов с поперечными размерами, не превышающими глубины проникновения, которые не плавятся в поле данной частоты. Оптимальное значение частоты должно определяться экспериментально в каждом конкретном случае. На практике используются частоты в диапазоне 2,5-150 кГц. Не менее важное значение имеет соотношение мощности, вводимой в расплавляемую заготовку, и скорости перемещения заготовки в индукторе. Мощность опреде-j ляется производительностью процесса, уровнем тепловых потерь излучением с боковой поверхности и потерь теплО проводностью через торец слитка. Тепловые потери излучением при ИСП могут быть уменьшены за счет при менения тепловых экранов, изготовленных, например, из металлической фольги, а потери теплопроводностью мож но уменьшить благодаря увеличению длины штока, меры, как показывает расчет, позволяют поднять знa ние теплового к. п. д. подобного устройства до 0,9-0,95 Электрический к. п. д. может достигать 0,75-0,85. Таким образом, общий к п. д. установки для струйнс го переплава может иметь максимально возможное дл индукционного нагрева значение, более высокое, чем пр любом другом методе индукционной плавки. Существенную ро;: при ИСП играют элек тромагнитные силы, Сс отношение между мощнс стью, подводимой к И1 дуктору, и скорость подачи оплавляемой з готовки необходимо пс бирать таким образе чтобы жидкий метал образовывался в ниж половине индуктора, результирующая ак альная сила направл! вниз и способствует от ву капель металла электрода. При образе ос D НИИ жидкой ванны Рис. 36. Вакуумная печь для .. ртпопр в врпхнрй индукционного струйного перепла- электроде в верхней ва литого электрода. ловине индуктора pe3J 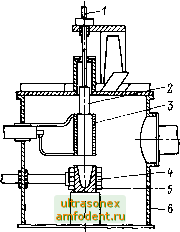 тирующая сила направлена вверх. Это дает большие возможности для перегрева металла за счет увеличения времени пребывания жидкой ванны в индукторе. Однако при значительных градиентах напряженности магнитного поля (плавка в коротких индукторах) аксиальные силы могут приводить к выбросу расплава из индуктора. Этот эффект может быть устранен благодаря применению высоких индукторов с относительно равномерным распределением магнитного поля 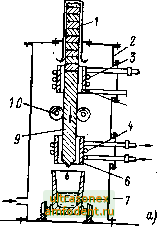 5 УТУлП  Рнс, 37, Схема печн для получения слитков титана, а - в изложнице; б - в кристаллизаторе; / - направляющая для бри-етов; 2 - герметичная камера; 3 -верхний индуктор; 4 - нижний ндуктор; 5 и 5 -защитные экраны; 7 -изложница; в - кристалли.и-ор; 9 -электрод; /О - тянущие валки, либо благодаря использованию более высоких частот. Электромагнитные силы вызывают циркуляцию расплава па оплавляемой заготовке, что способствует рафинированию металла и ускоряет процесс ее плавления. Б. Конструктивное оформление метода ... В [Л. 55] предложена конструкция вакуумной печ1И для индук-цнонного струйного перешава литого электрода (рис. 36). Печь состоит ИЗ вакуумной камеры 6 оо съемной крышкой, .на которой смонтирован мехаашзм / подачи расходуемого электрода 2. Внутри камеры размещены плавильный индуктор 3 и ждуктор 4 для пере-меш.нвания расплава прн затвердевании отливки. Плавильный ии-Дуктор питается током повышенной частоты, а индуктор 4 - током Промышленной частоты. Электрод 2, предварительно выплавленный в тигельной открытой или вакуумной печи, подают автоматически с заданной скоростью в индуктор 5, где происходит его оплавление. Жидкий металл поступает в форму 5, в которой он подвергается воздействию поля-дандусктора 4. Совмещение в одном алрегате струйной бестигельной плажи в вакууме с электромагнитным пе;ремешиваняем расплава в форме позволяет получать сплавы с однородной и мелкозернистой структурой. В результате переплава сталей в такой печи заметно по-выщается их пластичность л резко уменьщается содержание газов и неметаллических включений. В [Л. 56] предложен способ производства высокореакционных металлов, в частности титана, из прессованных брикетов путем последовательного пропускания брикетированного стержня через два индуктора, один из которых предназначен для предварительного разогрева и сваривания брикетов, а вто-: рой - для непрерывного сплавления конца стержня (рис. 37). Авторы-сообщили об удачных опытах noj расплавлению брикетов титана, спрее-1 сованных из губки диаметром до 45 мм прн мощности каждого из индукторов 30 кВт. Жидкий металлу попадает либо в изложницу (рис. 37,а), либо в кристаллизатор (рис., 37,6) с непрерывным вытягиваниеМ слитка. 1 Во ВНИИЭТО был изготовлен и испытан макетный образец индукци- онной печи, предназначенной для струйного переплава заготовки с про- межуточным холодным тиглем (рис. 38). Печь позволяет провести! дополнительное легирование и дега- зацию металла, получить равномер-j ное распределение компонентов спла- ва в слнтке благодаря мощному пе-- ремещиванию в промежуточном гиг ле, а также расплавить не пропла вившиеся куски заготовки. Успешное осуществление метода индукционного струйного переплав по любой из описанных выше cxet требует автоматического регулирова ния процесса плавки. Такой регуля тор создан во ВНИИЭТО. 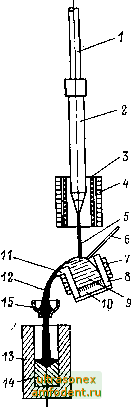 Рис. 38. Схема индукционной печи для струйной п.чавки с про- межуточным холодным тиглем. / - шток; 2 -заготовка; 3 - электрокорундная труба; < -плавящий индуктор- 5 -струя расплава; 5 -пруток лигатуры; 7 -индуктор; - холодный тигель; 9 -столб расплавлеиного металла; W -холодное основание: Л-сливиой носок; /2 - струя расплава; /3 -изложница или водоохлаждаемый кристаллизатор; 14 - слиток; 15 - керамическая/ вороика. глава третья ИНДУКЦИОННАЯ ПЛАВКА В СПЕЦИАЛЬНЫХ УСТРОЙСТВАХ ДЛЯ ИССЛЕДОВАНИЯ ИЛИ ОЧИСТКИ МАТЕРИАЛОВ 7. плавка во взвешенном состоянии Наибольшую чистоту процесса обеспечивает плавка в специальном индуктирующем устройстве, в котором жидкий металл свободно висит в пространстве, удерживаемый электромагнитными силами. Рассматриваемый метод был предложен в 1923 г. (патент Германии № 422004). Практическое развитие метод получил в результате исследований, выполненных в 60-е годы за рубежом и в СССР (Л. 57, 58]. А. Условия удержания расплавленного металла во взвешенном состоянии Суть метода индукционной плавки во взвешенном состоянии (иначе -плавки в электромагнитном тигле ) состоит в следующем. В индуктор или систему индукторов, создающих переменное магнитное поле определенной конфигурации, помещают кусок металла, подлежащий плавлению. При достаточно большой силе взаимодействия между токами, индуцированными в металле, и магнитным полем индуктора возникает состояние парения металла в пространстве. При этом металл стремится занять зону с минимальной напряженностью магнитного поля (эту зону принято называть потенциальной ямой ). Если мощность, подводимая к индуктору, достаточна, металл расплавляется-в высокочастотном поле и продолжает парить в потенциальной яме без соприкосновения с какими-либо поддерживающими конструкциями. Для устойчивого удержания расплава в магнитном поле необходимо, чтобы вертикальная составляющая результирующей электромагнитной силы - была равна силе тяжести металла, а напряженность поля увеличивалась в радиальном направлении от центра к периферии. Исследование индуктирующей системы, состоящей из двух коаксиальных витков, показало, что подъемная сила при одинаковых направлениях токов в витках значительно больше (рис. 39,а). Однако из рис. 39,а (кривая 1) видно, что в случае одинаковых направлений 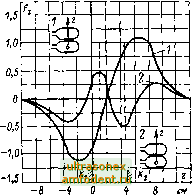 токов равновесие неустойчиво. В случае противоположных направле-, НИИ токов в катушках! имеет место устойчивое! равновесие, так как в этом случае при выходе металла из положения равновесия вверх или! вниз возрастает электромагнитная сила, направт ленная в противоположи ную сторону и стремя щаяся вернуть расплав в исходное положение Из рассмотрения рис. 39, видно, что в горизонталь ной плоскости подвеску также устойчива. В силу вихревого ха рактера поля независим) от конструкции индукт ра существуют зоны о лабленного поля, а таь так называемые особые линии или точки, в коте рых сила тяжести жидко го металла не может быт уравновешена электрс магнитным давление! При этом невозмо? избежать щелей в нш ней части электромагн!. ного тигля. Жидкий талл удерживается взвешенном состоянии! не выливается через щели лишь благода силам поверхностного натяжения сплава. НаиС Шую стабильность имеет система, обладающая свойством, что центры кривизны поверхностей разд€ лежат не в проводящей среде, а в пространс за ее пределами [Л. 52}. При этом расплав приним! форму звезды с сужающимися к концу лучами (рис. Ь5 1,0 0,5 -0,5 -1,0 -Ь5
8 12 Рис. 39. Распределение относительной подъемной силы по вертикали (а) и относительной радиальной силы от местоположения сферы в горизонтальной плоскости (б). Экспериментальные исследования [Л. 57] показали, что жидкий металл будет висеть, если глубина проникновения поля Аэ меньше или равняется радиусу кривизны поверхности в нижней точке его объема Гн, определенному из выражения р§/1 = 20(1/г -1/гв). (14) Минимальную частоту, обеспечивающую виеение жидкого металла в индукторе, / ;, можно, определить из выражения /мин=ру/1/4яр02 (15) В выражениях (14) и (15) введены дополнительно следующие обозначения: а - коэффициент поверхностного натяжения расплава; К Ги, гв - высота и радиусы кривизны в нижней и верхней точках расплава соответственно. 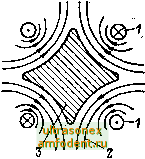 Рис. 40. Остроконечная геометрия жидкого металла в магнитном поле. / - индуктирующие витки; 2 - силовые линии; 3 - жидкий металл. 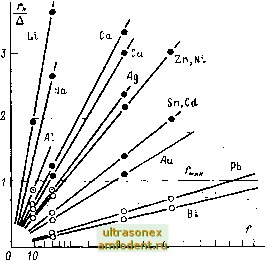 50 100 200 800 кГц Рис. 41. К возможности удержания металла во взвешенном состоянии в полях разных частот.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2000 - 2025 ULTRASONEX-AMFODENT.RU.
Копирование материалов разрешено исключительно при условии цититирования. |