

|
|
|
Главная страница Индукционная плавка Диентом температуры, при которой в зоне не устанайлй-вается максимальная температура. Наиболее универсальным методом получения расплавленной зоны при зонной плавке металлов и полупроводников является индукционный метод нагрева. Oi позволяет проводить очистку как в вакууме, так и в лю- бой защитной атмосфере и позволяет исключить за-1 грязнение обрабатываемого материала, обеспечивает! высокую концентрацию подводимой мощности. ! Как правило, для зонной плавки используются высо- кие частоты: 200 кГц -5 МГц. Минимальная электрическая проводимость обрабатываемого материала составе ляет приблизительно 10- Ом--см- При индукционном методе нагрева существует пс, крайней мере три способа осуществления зонной плав ки: 1) в неохлаждаемом контейнере; 2) в охлаждаемо! контейнере; 3) бестигельный. Первый способ пригоден лишь для веществ с низко-температурой плавления. Плавка в охлаждаемом кон тейнере рассмотрена в § 4. Ниже рассматривается третиГ из упомянутых методов зонной плавки. Он осуществи! в двух видах: при вертикальном и горизонтальном пере мещениях жидкой зоны. В. Вертикальная бестигельная плавка Метод вертикальной бестигельной зонной плавкк или, иначе, метод плавающей зоны, был впервые onncai в 1953 г. В этом методе кольцевой нагреватель ил1 индуктор создает расплавленную зону, которая удерж! вается на месте силами поверхностого натяжени! (рис. 45,а). Этот метод широко применяется при получе НИИ и обработке кремния и часто используется в лаборг торных исследованиях тугоплавких металлов, полупрс водниковых материалов и различных неорганичесы соединений [Л. 62]. Если формирование жидкой зоны при вертикальнс бестигельной зонной плавке происходит без участь, электромагнитных сил, то жидкий металл под действие! сил поверхностного натяжения принимает форму, пок занную на рис. 45, б-г, а максимальная высой устойчиво удерживаемой зоны определяется выраж нием UVo/pg, где а - поверхностное натяжение расплава; р - плотность; g - ускорение свободного падения. Верхнего предела диаметра зоны теоретически не существует, однако при увеличении диаметра возникают серьезные трудности, связанные с неустойчивостью жидкой зоны. □ □I 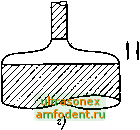 Рис. 45. Схема вертикальной бестигельной зонной плавки (а) и устойчивые формы расплавленных зои: при движении вверх (б), при диижении вниз (в), при движении вверх и вниз (г). При индукционном методе нагрева используется электродинамическое взаимодействие между током, наводимым в жидкой зоне, и магнитным полем индуктора, что позволяет снять ограничение (17) по высоте зоны и увеличить диаметр обрабатываемого материала, не снижая устойчивости зоны. Для концентрации энергии на небольшом участке вертикального стержня применяют обычно следующие типы индуктирующих систем: низкий индуктор с,минимальным количеством витков; плоский многовитковый индуктор-спираль (рис. 4б,а); индуктор с противовитка-ми или короткозамкнутыми витками, расположенными над и под индуктором; многовитковый индуктор / в сочетании с разрезным концентратором магнитного поля 2 (рис. 46,6). - - Неравномерность нагрева, вызываемая несимметричностью конструкции индуктора, устраняется вращением заготовки вокруг вертикальной оси. Экспериментальное исследование на моделях некоторых индукторов, используемых при зонной плавке при условия ярко выраженного поверхностного эффекта, описано в {Л. 60]. Некоторые результаты исследований приведены на рис. 47. По оси ординат отложены значения настила тока в относительных единицах, по оси абсцисс - отно- ситсльные расстояния по образующей цилиндра =z/[26(a-1)], где z - расстояние по образующей от центра витка; &~ диаметр стержня; а -отношение диа- метров индуктора и стержня. 1 (©л (JUL -ггт 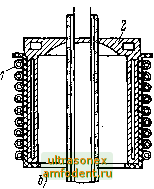 Рис. 46. Индуцирующие системы для вертикальной бестигельной зонной плавки. а - плоский миоговитковый индуктор; б - многовитковый индуктор с концентратором. Анализ кривых на рис. 47 показывает, что с точ зрения создания минимальной высоты зоны оптимал!: ным является одновигковый индуктор минимальног диаметра (а-с минимальным сечением индуктир ющего витка. Тот же эффект может быть дocтигнJ в системе с короткозамкнутым и обратными витками, они обладают существенно меньшим к. п. д. В настоящее время п1(едложен ряд методов, позвол ющих значительно повысить устойчивость расплавление зоны благодаря использованию силового воздейств электромагнитного поля на расплав. На практике пользуются следующие методы: Прямеиение подпорного индуктора [Л. 61]. Ме заключается в использовании, помимо основного (плавильного) дуктора, дополнительного ( подпорного ) индуктора, расположе го непосредственно под основным. Электромагнитные силы, даваемые подпорным индуктором, должны уравновешивать внутр нее металлостатическое давление. Требования к такому инду идентичны требованиям, предъявляемым К индукторам для МйГНИТНбгб удёр>кания >асйЛава на опоре (см. 4 5).. ПракТйКй показывает, что для большинства полупроводниковых и металлических материалов гари диаметре образца в несколько сантиметров наиболее подходящими для питания подпорного индуктрра являются частоты звукового и ультразвукового диапазонов. Подбор конфигурации плавильного индуктора. Усилить стабилизирующее действие индуктора можно и на основной (плавильной) частоте, если выполнить его таким образом, что будут удовлетворены перечисленные в § 5 требования. В [Л. 59] предложено выполнять плавильный индуктор в виде многовнтковой 1 2 3-3 -2 -1 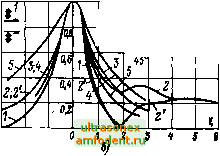 Рис. 47. Результаты экспериментального исследования распределения настила тока в цилиндре для симметричных (а) и несимметричных (б) индуктирующих систем (кривая 2 -дли согласного, 2--для встречного включения одновиткового и трехвиткового индукторов). катушки, витки которой расширяются кверху с целью создания необходимого градиента магнитного поля по высоте. Однако применение таких нидукторов в установках для зонной плавки затруднено, тем более что это ведет к увеличению высоты зоны. Применение бегущего магнитного поля. Для увеличения устойчивости расплавлвиной зоны при зонной плавке слитков больших сечений Ю. Э. Недзвецкяйи В. И. Добровольская (ВНИИТВЧ) предложили использовать бегущее магнитное поле. В этом случае между двумя или более силовыми индукторами, создающими бегущее магнитное поле в стержне, располагается нагревательное устройство, нанример плавильный индуктор, питаемый от другого генератора. Для получения оптимальных режимов можно регулировать соотношение между токами и угол сдвига между ними. Комбинированный м е т о д. Целесообразно использовать систему, в которой подпорный индуктор осуществляет силовой подпор а его сочетание с плавильным индуктором создает бегущее поле. В этом случае для созданяи бегущего поля к плавильному индуктору подводят питание от двух генераторов, используя развязывающий фильтр. Использование продольного пин ч-эффект а. До-пол;нительные силы сжатия, содействующие устойчивому удержанию ;1ййМа1Влемной зоны, могут быть получены лутем йрЛнуСКавйя Тока (постоянного или переменного) через стержень. Взаимодействие тока, протекающего через стержень, с собственным ма,гнитным полем создает обжимающее элктромагнитное давление, так называемый продольный пинч . При зпач1Итель1Ной плотиостн тока (порядка сотен ампер на квадратный сантиметр) это давление может пре-вьлшать давление, обусловленное поверхностным натяжением. Предельный ток ограничен значением, при котором температура стержня несколько ниже температуры плавления. Этот метод позволяет увеличить длину зоны примерно в 1,5 раза. Г. горизонтальная бестигельная зонная плавка Суть этого метода состоит в следующем. Образец,; жестко закрепленный в держателях, размещен горизон-] тально. Вдоль образца пропускают постоянный ток.1 В месте создания расплавленной зоны накладывают] постоянное магнитное поле, направленное горизонтальнс и перпендикулярно оси образца (рис. 48,а). Подбирая! 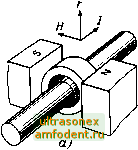  Рис. 48. Магнитная поддержка зоны при горизонтальной бестигельной плавке. а -с горизонтальными: б - расположенными под углом; в - со скошенными полюсами. ток / И напряженность магнитного поля Я, можно пол ностью уравновесить силу тяжести. Расплавление paf чей зоны осуществляют при помощи специально! независимого нагревателя. Трудность обеспечения устс чивости расплавленной зсны при этом методе сохраняем ся. Установлено, что устойчивость зоны можно увел! чить путем создания магнитного поля, напряженное которого уменьшается в вертикальном направлени Такое поле можно получить между двумя полюса магнита, расположенными ниже оси стержня и под лом друг к другу (рис. 48,6), или между скошенныи 90 полюсами (рис. 48,в). В этом случае расплав принимает в поперечном сечении форму овала и устойчив в вертикальном направлении. Эксперименты 1Л. 82] показали, что при повышении чистоты процесса (устранение окисных плен) устойчивость зоны ухудшается. Так, при зонной плавке стержней олова диаметром 8 мм длина устойчивости жидкой зоны оказалась равной: на воздухе - 60 мм, в среде азота 20 мм, в вакууме 0,1 Па- 13 мм. Описанный метод пока не нашел широкого применения. Д. Перемешивание расплава в зоне Эффективность процесса зонной очистки в значительной степени зависит от перемешивания расплава в зоне. Конвективные потоки в жидкости значительно уменьшают толщину диффузионного счоя у фронта крясталл1Чзации. Это увеличивает допустимую скорость перемещения зон в некоторых случаях на порядок. Можно выделить следующие характерные виды перемещения: 1. Под действ1ием магнитного поля плавильного индуктора имеет место естественная двухконтурная циркуляция с плоскостью симметрии, проходящей через середину индуктора, однако интеноив-н< сть ее обычно недостаточна. а. При наличии подпорного индуктора, который всегда смещен относительно плоскости симметрии зоны и питается более низкой частотой, чем греющий индуктор, преимущественно выражен верхний контур движения, причем общая интенсивность движения повышается. 3. При наличии бегущего поля управление интенсивностью и характером циркуляции обеспечивается в максимальной степени; изменяя соотношение между токами в индукторах и угол сдвига фаз между ними, можно управлять не только скоростью движения, но и его направлением; циркуляция металла в зоне одноконтурная. 4. Прн горизонтальной очистке цилиндрического слитка Пфая-ном и Дорси предложено создавать циркуляцию за счет взаимодействия постоянного тока, пропускаемого вдоль слитка, с внешним магнитным полем;-накладываемым перпендикуля1рно оси слитка иа конце зоны. Для зонной очистки алюминия- применялось также перемешивание вращающимся магнитным полем при частотах 50 и 400 Гц. Е. Установки для вертикальной бестигельной зонной плавки - . Во ВНИИТВЧ разработан ряд установок для индукционной бестигельной плавки полупроводников. Серийно выпускается установка типа Кристалл ЕМ ( Кристалл-105 ), предназначенная для бестигельной зонной плавки кремниевых стержней диаметром до 30-35 мм с целью очистки и выращивания монокристаллов в вакууме или газовой среде. Установка снабжена
|
|||||||||||||||||||||||||||||||
|
© 2000 - 2025 ULTRASONEX-AMFODENT.RU.
Копирование материалов разрешено исключительно при условии цититирования. |